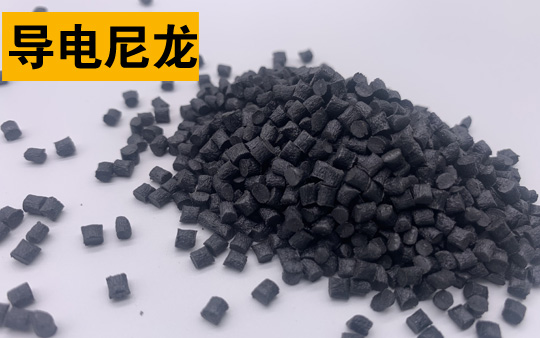
改性高性能導電尼龍

PA6 K224-HGR24 10%玻纖 20%玻璃珠 PA6塑膠原料

PA6 K224-G6-FC 30%玻纖 增強 食品接觸級 帝斯曼原料

德國朗盛 PA6 B35F 中粘度 食品接觸級 尼龍塑膠 PA6原料

德國朗盛 PA6 BKV30H3.0 30%玻纖 耐熱老化 尼龍塑膠 PA6原料

PA6 K-FHGM24 荷蘭帝斯曼 高流動性 20%礦物 PA6塑膠原料

PA6塑膠原料 荷蘭帝斯曼PA6 K224-LG6/E 30%玻纖 增強 原料

PA6 德國朗盛 BKV15 15%玻纖 增強 PA6原料 尼龍塑料

PA6 德國朗盛 B30SFN30 無鹵阻燃 高CTI PA6原料 尼龍塑料

美國PA66 杜邦153HSL 熱穩定級尼龍塑料
PA66 CM3301L高沖擊 非增強 高韌性無鹵阻燃 汽車部件用 軸承 齒輪尼龍料

PA66 CM3006G-15絕緣電氣零件用途尼龍塑料 日本東麗15%玻纖 熱穩定級

PA66 CM3001G30 無鹵阻燃 高CTI 高溫電氣插座零件 電氣零件塑料

PA66 21SPC 耐油 韌性良好 潤滑 純樹脂 易脫模級

美國杜邦PA66 FR52G30 30%玻纖 增強 尼龍66 pa66原料

日本東麗PA66 CM3004G-30 30%玻纖 增強 鹵素阻燃 PA66原料
熔化溫度:260~290C。對玻璃添加劑的產品為275~280C。熔化溫度應避免高于300C。
模具溫度:建議80C。模具溫度將影響結晶度,而結晶度將影響產品的物理特性。對于薄壁塑件,如果使用低于40C的模具溫度,則塑件的結晶度將隨著時間而變化,為了保持塑件的幾何穩定性,需要進行退火處理。
注射壓力:通常在750~1250bar,取決于材料和產品設計。
注射速度:高速(對于增強型材料應稍低一些)。
流道和澆口:由于PA66的凝固時間很短,因此澆口的位置非常重要。澆口孔徑不要小于0.5*t(這里t為塑件厚度)。



關于A3EG6超韌性PA66塑料_滑輪熱穩定尼龍66樹脂的信息,如果你有相關材料的需求或者技術問題,請撥打免費電話:4008-118-928 與我們溝通交流,技術手機同微信:18621317168 誠摯歡迎您的來電!

眾君意尼龍改性 sitemap.xml地圖 rss.xml地圖 baidumap.xml地圖
備案號:津ICP備18001702號 天津谷騏科技有限公司 技術支持